WSPÓŁPRACA
Kilka przykładów zrealizowanych przez nas działań:
– Analiza przed zakupowa systemu ERP dla przedsiębiorstwa budowy maszyn
– Analiza systemu Kanban – weryfikacja procesów produkcyjnych
– Analiza systemu WMS
– Wdrożenie systemu MRP dla działu Blistrów i produkcji kartonów
– Wdrożenie systemu MRP dla produkcji i logistyki wewnętrznej
– Wdrożenie systemu Kanban dla działu montażu
– Transfer produkcji i technologii maszyny formującej Blistry, USA – Polska
– Transfer technologii produkcji skrętek Belgia – Polska
– Transfer maszyn pakujących i technologii detale Szwecja – Polska
– Transfer technologii i linii montażowych gniazd i wtyczek Francja – Polska
– Redukcja czasu frezowania płyt silnikowych, oszczędność 33 kPLN/rok
– Redukcja czasu frezowania płyt głowicy, oszczędność 46 kPLN/rok
– Redukcja zużycia narzędzi CNC poprzez zakup szafy narzędziowej, oszczędność 100 kPLN/rok
– Zmiana technologii produkcji ścieżek magnetycznych do silników liniowych, oszczędność 840 kPLN/rok
– Projekt i weryfikacja wydajności po budowie linii montażowych wg zasad Lean, oszczędność 1139 rbh/rok
– Projekt SMED dla pras BSTA, oszczędności 49 kPLN/rok
– Redukcja kosztów zakupu narzędzi, oszczędności 120 kPLN/rok
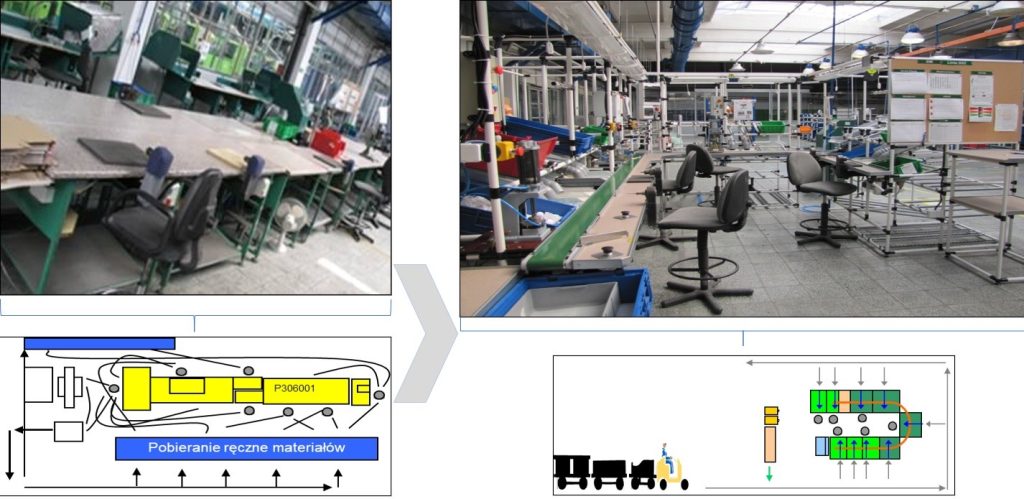
Zmiana organizacji produkcji dla linii montażowej
Projekt: Zwiększenie wydajności linii produkcyjnej
Cel: Zwiększenie wydajności linii produkcyjnej poprzez modernizację linii wg zasad Lean
Miejsce optymalizacji: Linia do produkcji gniazd i wtyczek.
Szacowane korzyści to: Redukcji produkcji w toku o 5%
Oszczędności wynikające ze skrócenia czasu montażu gniazd i wtyczek to
1139 godzin/rok.
Zakres prac:
1. Zmiana layoutu linii produkcyjnej
2. Zastosowanie regałów przepływowych
3. Zbalansowanie operacji montażu
4. Zastosowanie narzędzi pneumatycznych do montażu gniazd
5. Wdrożenie kart Kanban
6. Wizualizacja instrukcji stanowiskowych
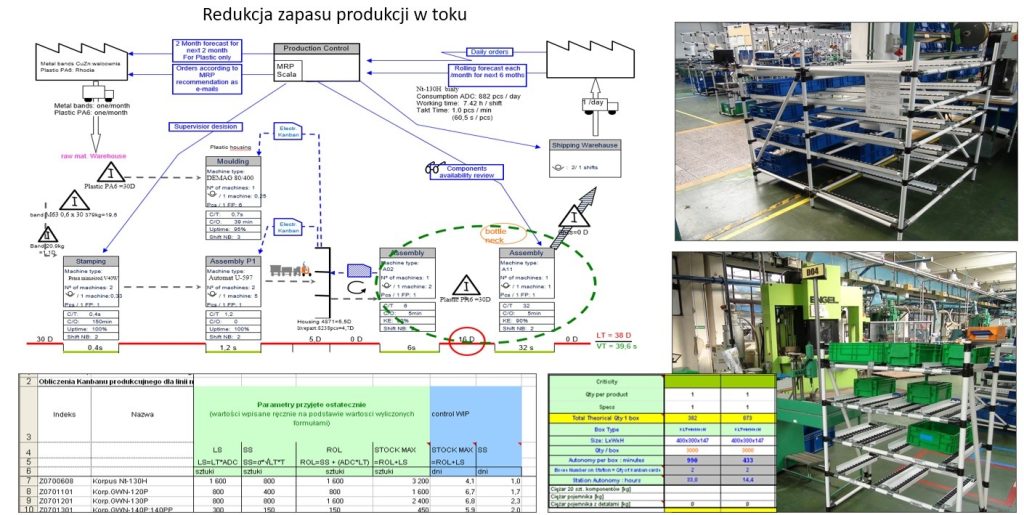
Redukcja zapasu produkcji w toku
Projekt: Redukcja zapasów w dziale montażu
Cel: Zmniejszenie zapasów przy liniach montażowych
Miejsce optymalizacji: Dział montażu
Szacowane korzyści to: Redukcji produkcji w toku z 16 do 8 dni, redukcja zapasu bezpiecznego z 5 do 3 dni. Efekt finansowy to 20 kPLN/rok dla jednej linii montażu.
Zakres prac:
1. Zastosowanie regałów przepływowych
2. Zbalansowanie operacji montażu
3. Wdrożenie kart kanban
4. Wizualizacja instrukcji stanowiskowych
5. Wdrożenie 5S
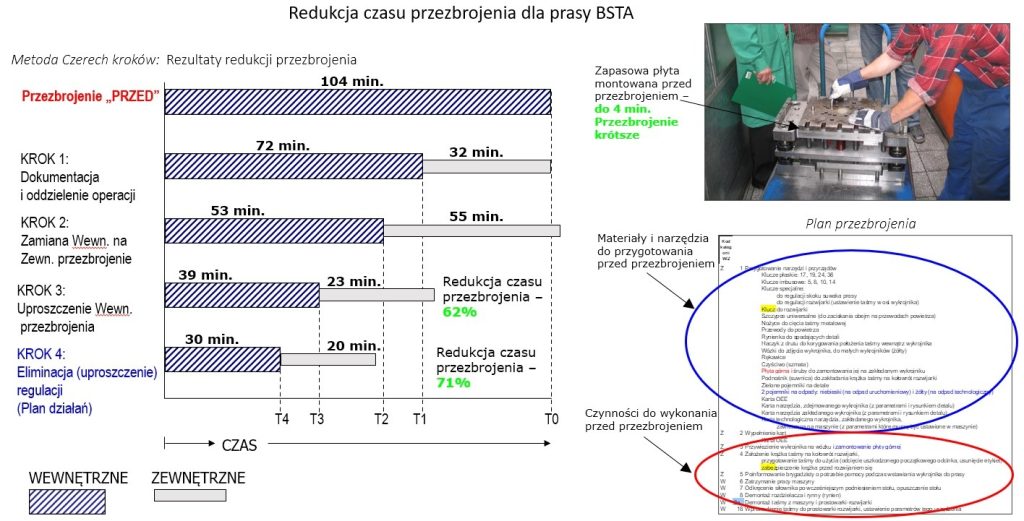
Redukcja czasu przezbrojeń dla pras BSTA
Projekt: Redukcja czasu przezbrojenia dla prasy BSTA
Cel: Redukcja czasu przezbrojenia dla prasy BSTA według metodologii SMED
Miejsce optymalizacji: Gniazdo pras BSTA
Szacowane korzyści to: Czas przezbrojenia został zredukowany o 54 minuty, a czas postoju maszyny o 74 minut. Zakładając średnio dwa przezbrojenia na zmianę, w dwu zmianowym trybie pracy daje to oszczędność 1233 rbh/rok.
Oszczędności to 49 333 pln/rok
Podczas projektu wykonano:
1. Sporządzono spaghetti chart – redukcja przemieszczeń
2. Przygotowano plan przezbrojenia (podział czynności przed i po przezbrojeniu)
3. Wykonanie przezbrojenia wg metodologii SMED
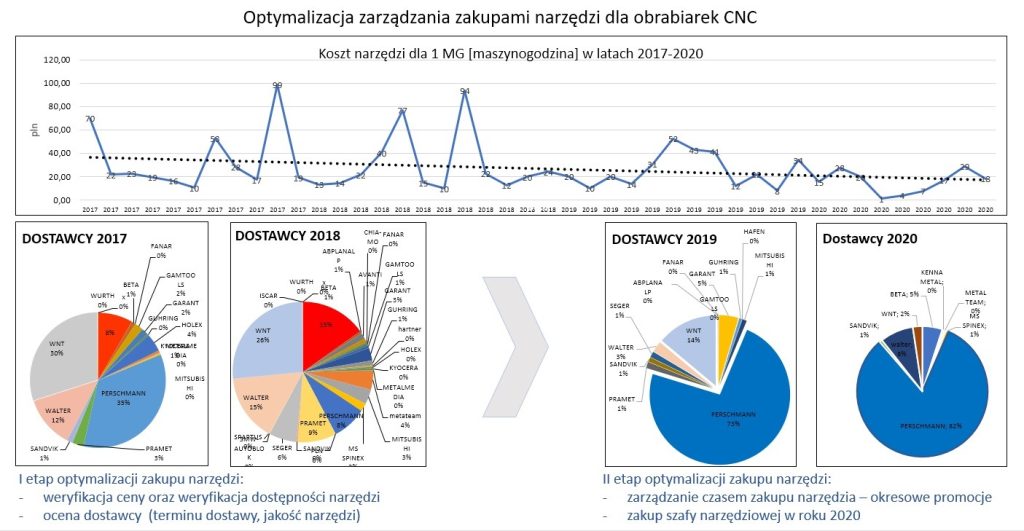
Optymalizacja zakupu narzędzi dla obrabiarek CNC
Projekt: Optymalizacja zarządzania zakupami narzędzi do obrabiarek CNC
Cel: Obniżenie kosztów zakupu narzędzi
Miejsce optymalizacji: gniazdo obrabiarki CNC. Produkcja na maszynach CNC to 80% aluminium, 15% stal nierdzewna, 3% stal czarna, 2% tworzywo sztuczne.
Szacowane korzyści to: Proces optymalizacji zakupów został podzielony na dwa etapy:
Pierwszym etapem jest budowanie relacji pomiędzy klientem a dostawcą, ocena dostawców pod kątem dostępności narzędzi i ich jakości. Zakupy dotyczyły 90% frezów różnego typu.
Drugi etap to zarządzanie czasem zakupów, czyli korzystanie z okresowych promocji i obniżek cenowych. W zeszłym roku zakupiono szafkę narzędziową firmy Preschmann. Szafka narzędziowa przyczyniła się do uporządkowania wydawanych narzędzi oraz kontroli zużycia narzędzi na poszczególnych maszynach CNC.
Koszt zakupu narzędzi w przeliczeniu na godzinę pracy maszyny został obniżony o 50% w ciągu 3 lat, a stan narzędzi w magazynie o 5%.
Średni koszt oszczędności zakupu narzędzi wyniósł 128 000 zł/rok
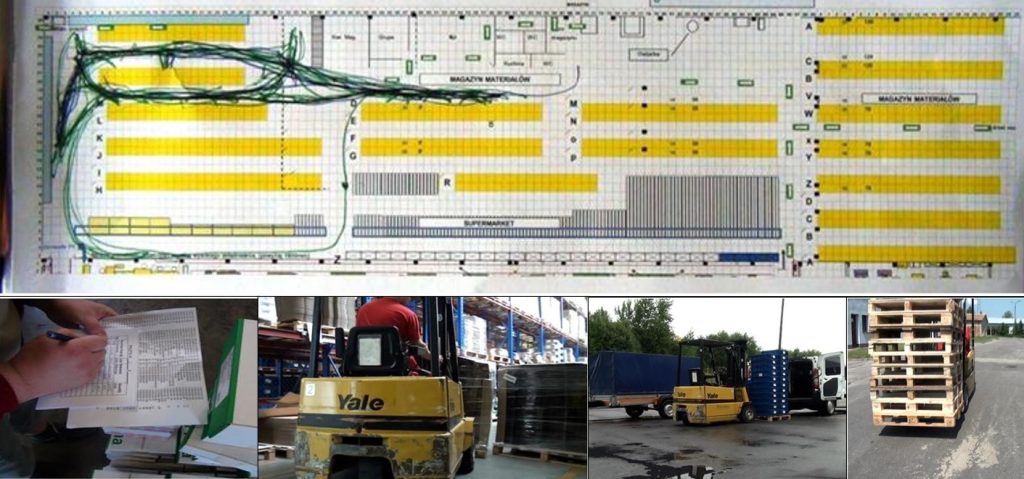
Optymalizacja pracy magazynierów
Projekt: Optymalizacja pracy magazynierów
Cel: Identyfikacja strat czasu pracy
Miejsce optymalizacji: Przyjęciu dostawy do magazynu głównego
Szacowane korzyści to: Szacowana oszczędność z wprowadzenia usprawnień to 15% czasu pracy jednego magazyniera pracującego przy przyjęciach materiału. Oszczędności w skali roku dla 2 magazynierów na 2 zmianach to 1162 godzin.
Podczas pracy magazyniera zaobserwowano:
19% – czasu obserwowanego to przyjęcie dostawy na stan magazynowy (podejście do komputera, wpisanie do systemu)
17% – czasu obserwowanego to przygotowanie palety do składowania: ściągnięci foli, przekładek
17% – czasu obserwowanego to oklejanie etykietami palet
13% – czasu obserwowanego to przyjęcie dostawy: sprawdzenie dostawy pod względem zgodności z dokumentami dostawy
11% – droga przejazdu
8% – droga do lokalizacji przyjęć
7% – droga z materiałem nie związanym z wysypką
7% – droga po przekładki kartonowe
1% – administracja (telefon, przyjęcie zlecenia)
Zalecenia po autytowe:
1. Rozwój aplikacji WMS (Warehouse Management System) o dodatkowe funkcje:
a) identyfikacja miejsc składowania wyrobów gotowych w magazynie
b) identyfikacja pojedynczych miejsc składowania komponentów zakupowych w magazynie.
c) raportowanie produkcji z poszczególnych linii w celu przegotowania kolejki zadań dla magazyniera
d) wprowadzenie do systemu wymiarów oraz wagi opakowań dla wyrobów gotowych – pakowanie zbiorcze i transportowe.
2. Dodanie do aplikacji skanera pustych miejsc paletowych
3. Wykonanie instrukcji wizualnych dla zasad pracy magazynierów.
4. Analiza możliwości planowania godzin dostaw komponentów i materiałów do magazynu.