COOPERATION
Some examples of our activities:
– Pre-purchase analysis of an ERP system for a machine construction company
– Kanban system analysis – verification of production processes
– WMS system analysis
– Implementation of the MRP system for the Blister and carton production departments
– Implementation of the MRP system for production and internal logistics
– Implementation of the Kanban system for the assembly department
– Transfer of production and technology of the Blister forming machine, USA – Poland
– Transfer of twisted pair production technology from Belgium to Poland
– Transfer of packaging machines and technology details from Sweden – Poland
– Transfer of technology and assembly lines of sockets and plugs from France to Poland
– Reduction of milling time for motor plates, savings of PLN 33 k/year
– Reduction of milling time of head plates, savings of PLN 46 k/year
– Reduction of CNC tool wear by purchasing a tool cabinet, saving PLN 100 k/year
– Change in the production technology of magnetic paths for linear motors, saving PLN 840 k/year
– Design and verification of efficiency after construction of assembly lines according to Lean principles, savings of 1,139 man-hours/year
– SMED project for BSTA presses, savings of PLN 49 k/year
– Reduction of tool purchase costs, savings of PLN 120 k/year
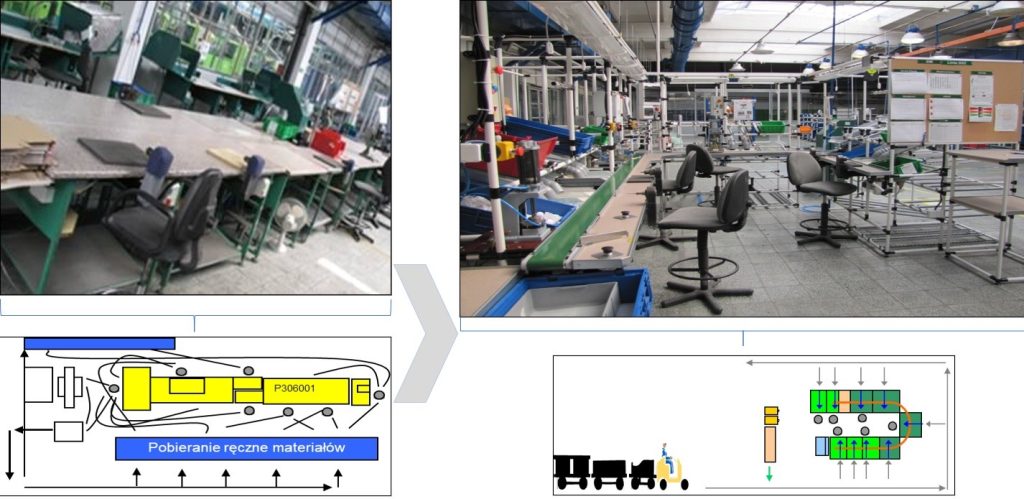
Increasing the efficiency of the production line
Goal: Increasing the efficiency of the production line by modernizing the line according to Lean principles
Place of optimization: Line for the production of sockets and plugs.
The estimated benefits are: Reduction of work in progress by 5%
Savings resulting from reduced installation time of sockets and plugs are:
1139 hours/year.
Scope of work:
1. Changing the layout of the production line
2. Application of flow racks
3. Balancing assembly operations
4. Use of pneumatic tools to install sockets
5. Implementation of Kanban cards
6. Visualization of workplace instructions
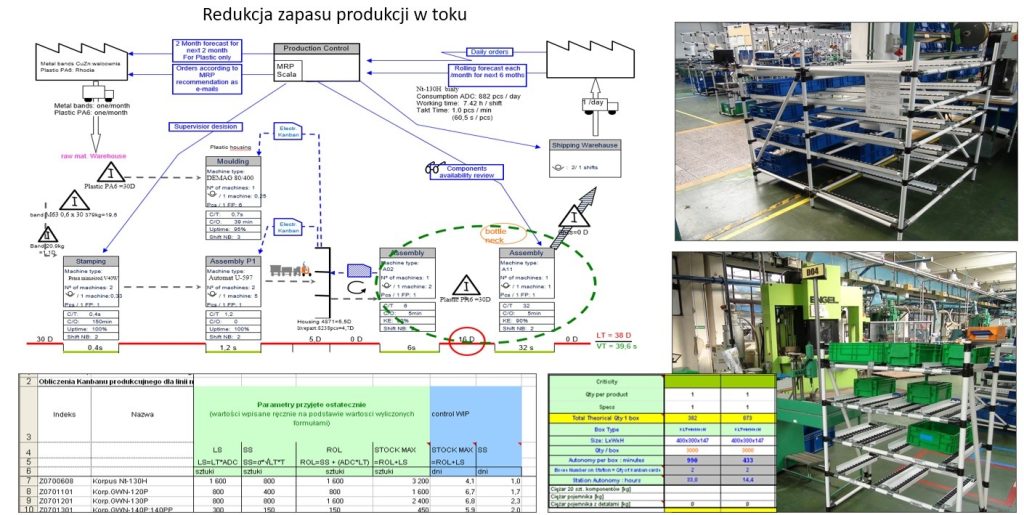
Reduction of inventory in assembly
Goal: reducing inventories on assembly lines
Place of optimization: Assembly department
Estimated benefits for: Reduction of work in progress from 16 to 8 days, reset of non-recurring inventory from 5 to 3 days. Financial effect up to PLN 20,000. PLN/year for one assembly line.
Operating range:
1. Application of flow racks
2. Balancing the assembly
3. Implementation of kanban cards for assembly lines
4. Visualization of utility devices
5. Implementation of 5S
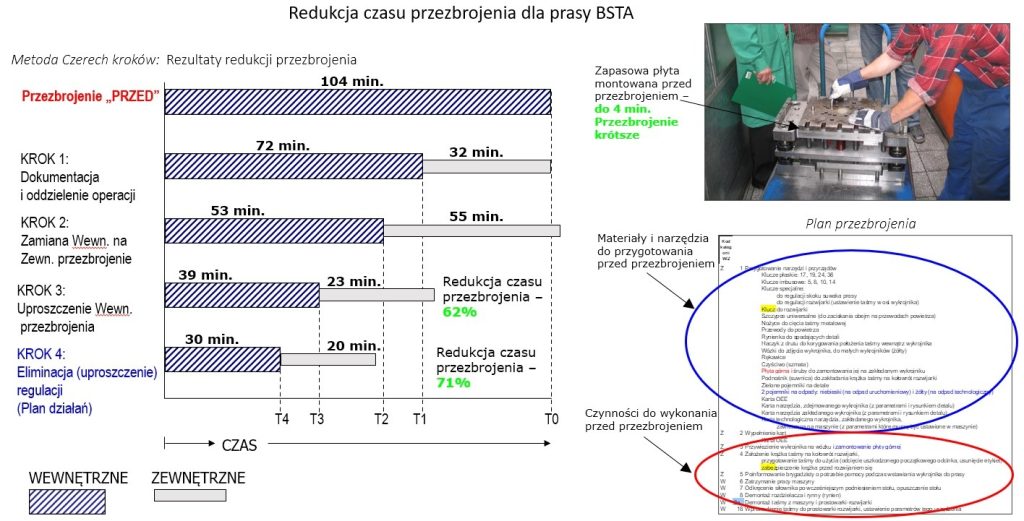
Reduction of changeover time for the BSTA press
Goal: Reduction of changeover time for the BSTA press according to the SMED methodology
Optimization site: BSTA press cell
The estimated benefits are: Setup time was reduced by 54 minutes and machine downtime by 74 minutes. Assuming an average of two changeovers per shift, in a two-shift operation mode this gives savings of 1,233 man-hours per year.
The savings amount to PLN 49,333/year
During the project:
1. A spaghetti chart was prepared – reduction of displacements
2. A changeover plan was prepared (division of activities before and after changeover)
3. Retrofitting according to the SMED methodology
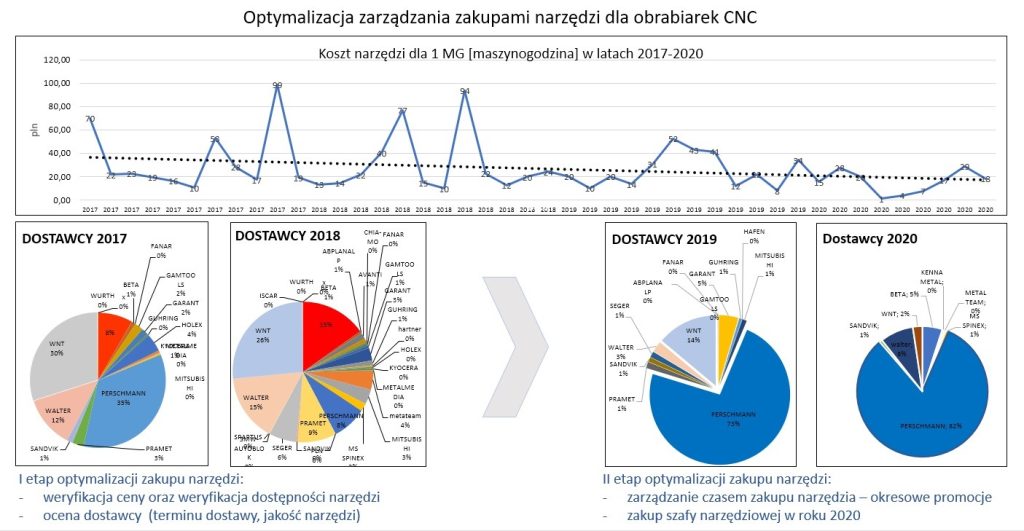
Optimization of tool purchasing management for CNC machine tools
Goal: Reduction of tool purchase costs
Optimization site: CNC machine tool socket. Production on CNC machines is 80% aluminum, 15% stainless steel, 3% black steel, 2% plastic.
The estimated benefits are: The purchasing optimization process has been divided into two stages:
The first stage is building a relationship between the client and the supplier, assessing suppliers in terms of tool availability and tool quality. The purchases concerned 90% of milling cutters of various types.
The second stage is purchasing time management, i.e. taking advantage of periodic promotions and price discounts. Last year, a tool cabinet was purchased from Preschmann. The tool cabinet contributed to organizing the issued tools and controlling tool wear on individual CNC machines.
The cost of purchasing tools per machine hour was reduced by 50% over a period of 3 years, and the stock of tools in the warehouse by 5%.
The average cost of saving the purchase of tools was PLN 128,000/year
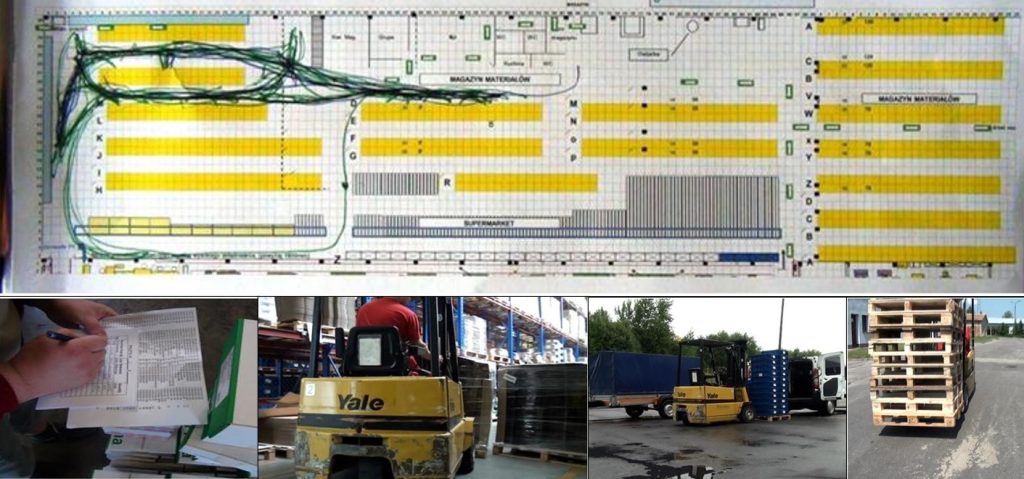
Optimization of warehouse workers' work
Objective: Identification of waste of working time
Place of optimization: Upon receipt of the delivery to the main warehouse
The estimated benefits are: The estimated saving from introducing the improvements is 15% of the working time of one warehouseman working on material receipts. Annual savings for 2 warehouse workers on 2 shifts amount to 1,162 hours.
While working as a warehouse worker, the following was observed:
19% – the observed time is accepting the delivery into stock (approaching the computer, entering it into the system)
17% of the observed time is preparing the pallet for storage: removing foil and dividers
17% of the observed time was labeling pallets
13% – of the observed time is the receipt of delivery: checking the delivery for compliance with the delivery documents
11% – route
8% – route to the reception location
7% – path with material not related to the rash
7% – way to buy cardboard dividers
1% – administration (telephone, order acceptance)
Post-audio recommendations:
1. Development of the WMS (Warehouse Management System) application with additional functions:
a) identification of places where finished products are stored in the warehouse
b) identification of individual storage locations for purchasing components in the warehouse.
c) reporting production from individual lines in order to prepare a queue of tasks for the warehouseman
d) introducing dimensions and weights of packaging for finished products into the system – collective and transport packaging.
2. Adding empty pallet spaces to the scanner application
3. Preparation of visual instructions for the work rules of warehouse workers.
4. Analysis of the possibilities of planning delivery times of components and materials to the warehouse.